How to Make DenimRAW COTTON
RAW COTTON
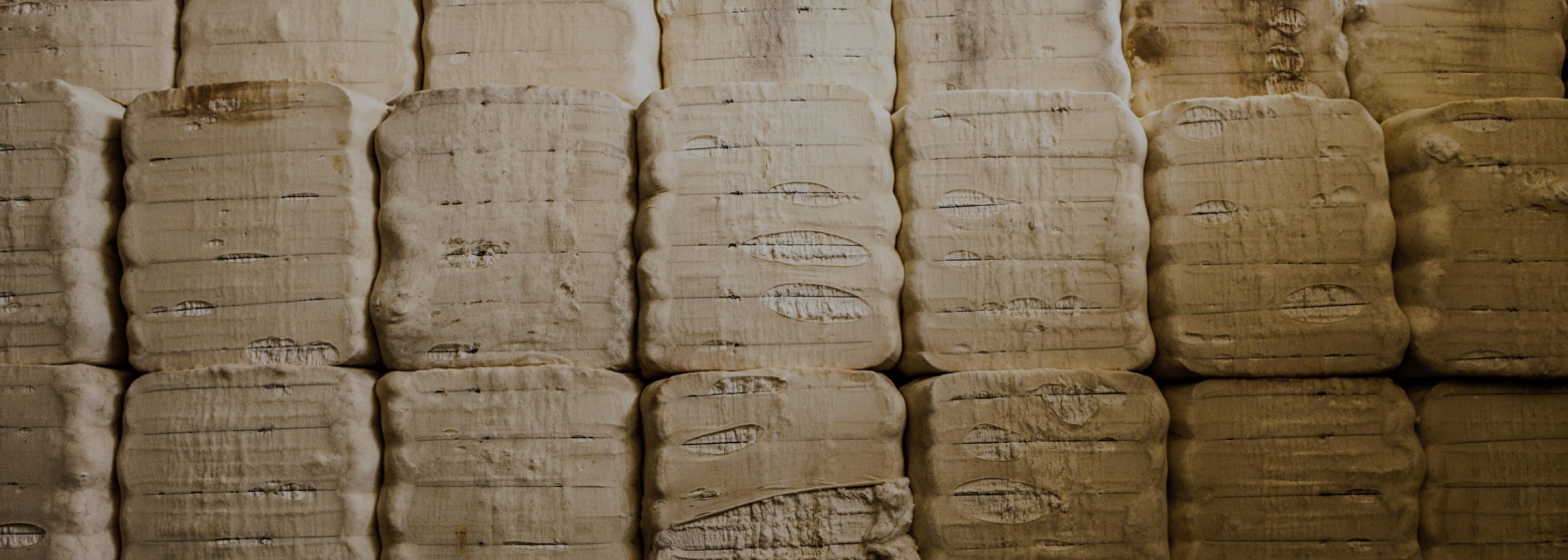
Denim-making is supported by raw cotton collected from all over the world
The quality of denim is greatly affected by cotton as a raw material. In order to secure high-quality raw cotton, Kaihara purchases cotton from such production areas as the US, Australia, and Brazil. Raw cotton differs in characteristics depending on the soil, water, and climate of the land, and the fluctuations in production volume and quality. In consideration of such risks, Kaihara maintains an inventory of raw cotton equivalent to about 4 to 5 months of sales volume.
Since raw cotton is compressed in units of approximately 225 kg per bale, bales are first subjected to unpacking. After that, in order to stabilize quality, the cotton is put through a cotton mixing process, where it is untangled, and dirt, leaves, and other substances are removed.

How to Make DenimSPINNING
SPINNING
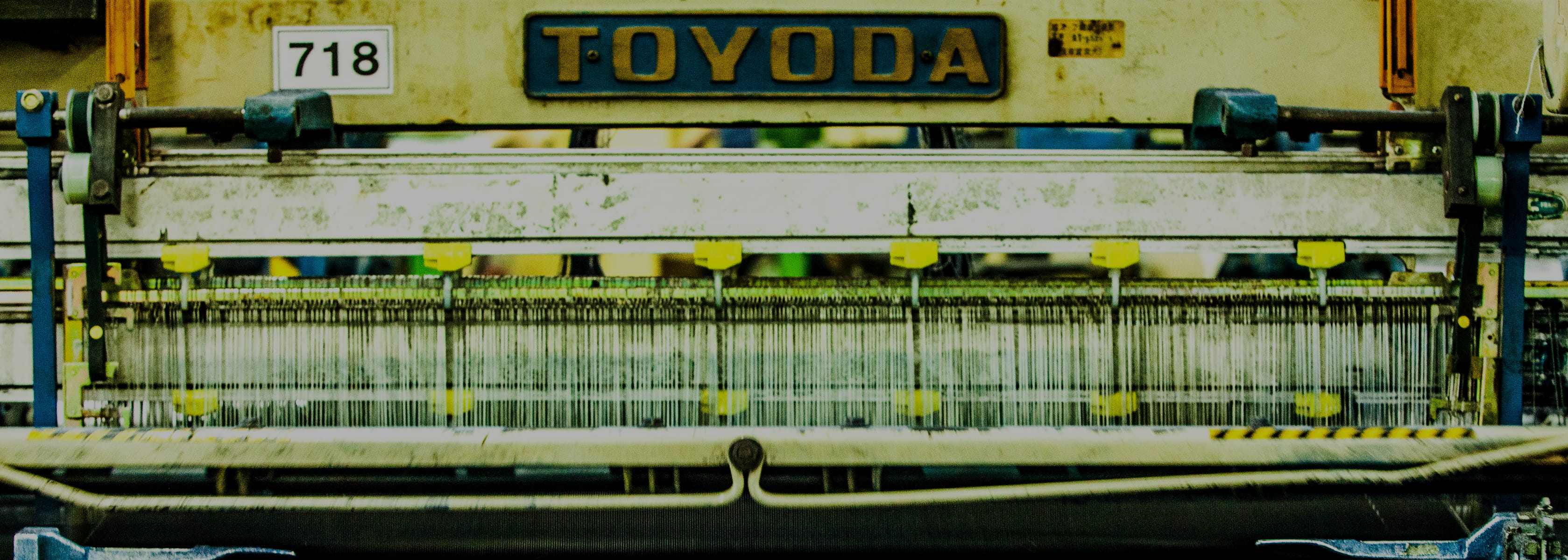
Raw cotton transforms into yarns in perfect order
The spinning process is mainly performed by ring spinning and open-end spinning facilities. The former is intended for filament yarns, and the latter is for staple yarns. The process of making one piece of yarn consists of five processes: the carding process in which fibers are aligned in the same direction to make bundles in rope form; the drawing process in which they are further bundled and loosely twisted; the roving process in which they are further twisted into a yarn (rove) as thick as an udon noodle; the fine spinning process in which the rove is strongly twisted into one yarn; and the finishing process in which final inspection is performed. The spinning process, in which temperature and humidity are strictly controlled, is automated in order to achieve high productivity.


How to Make DenimDYEING
DYEING
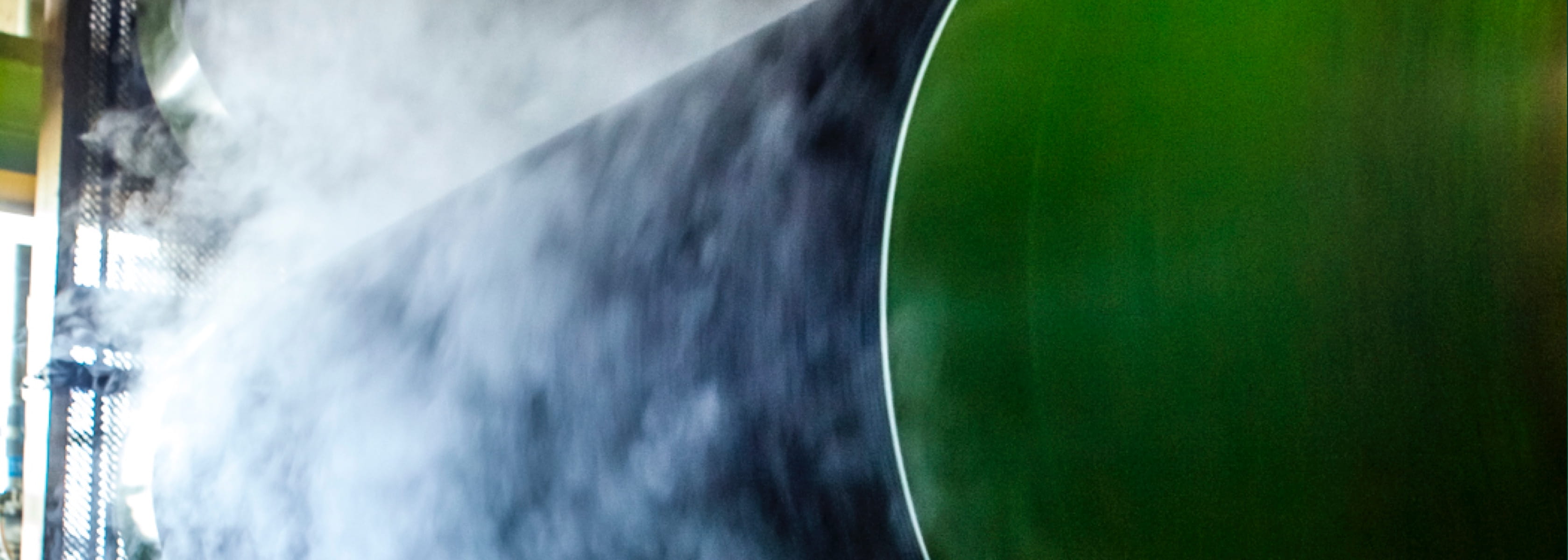
The attraction of supreme gradations comes from indigo dyes
The dyeing process can be said to be the essence of Kaihara. The original yarns having been spun are sent to a process called warping before dyeing. In this process, where 600 to 900 original yarns are bundled in approximately 6,000-yard-long rope form and wound in cylindrical form, Kaihara’s originally developed facilities and machines are used. After warping, Kaihara original yarns are dyed with indigo dyes by using the rope dyeing machine Kaihara succeeded in developing for the first time in Japan.
The plain white Kaihara original yarns pass through an indigo dye bath, and are then wrung by rollers. At first, it is a bright green, but while it rolled to a higher elevation it gradually turns to indigo as it oxidizes upon exposure to air. By adjusting the indigo dye formulation, the time it is exposed to air, and the tension of the yarns, various shades can be expressed and the core whiteness (not dyeing yarns to the core) that is indispensable to the distinctive fading of jeans can be achieved. These processes are performed by automated equipment, but require technical skills.


How to Make DenimWEAVING
WEAVING
One-and-only denim fabrics are woven by making excellent use of old and new looms
Indigo-dyed yarns are sent to the weaving process after passing through the sizing process of applying a protective adhesive coating to the yarns surface to prevent breaking during weaving. In Kaihara’s Joge Factory, about 200 legacy shuttle looms are in active use and are maintained with great care. Shuttle looms, although not as productive as modern looms, can weave so-called vintage denim (Selvedge Denim) having a unique, expressive look of unevenness, therefore, they have an enduring popularity even today and we continue to receive orders from our customers on a regular basis.
Not only shuttle looms but also many state-of-the-art innovative looms are in service. Denim fabrics are woven by using many different looms, including projectile looms capable of heavy-weight denim using low count yarns and high-speed rapier looms for fine count denim, depending on customer needs. Kaihara’s manufacturing is supported by its adherence to “Onko-Soushin” in producing new fabrics while incorporating old and new techniques.

How to Make DenimFINISHING
FINISHING
Final finishing is performed through strict inspections
The woven denim fabrics are sent to a greige inspection process to confirm manufacturing quality according to specifications. As soon as any problem is found, the site of the previous process is immediately provided with feedback to make the required correction. This is the advantage of integrated production where close and efficient cooperation can be provided. Following the greige inspection, denim fabrics are sent to the finishing process. Here, various finishes are made for shipment as Kaihara products, such as singeing to remove fluff from the surface, sizing to add body to the fabric, skew prevention to prevent twisting, and shrink-proofing to prevent shrinkage of the fabric.
The denim fabric that has undergone this processing is sent to the inspection process again and is checked to see if it meets quality standards. Specialized staff perform careful inspection with dedicated equipment on six items of tear strength, color difference (color unevenness and variation), degree of skew prevention, tensile strength, stiffness (texture and bending), and washing shrinkage, and only denim fabrics that have passed this strict inspection are shipped as Kaihara products.

PRODUCTS