SUSTAINABILITY PROJECTS
SUSTAINABILITY PROJECTS
To make our denim production sustainable, reduce water pollution, efficient use of resources and clear air are the key elements in manufacturing engineering.
SPINNING


KAIHARA imports fine cotton from all around the world. After removal of impurities, cotton will then be spun into ring yarn or open-end yarn. To produce quality yarn in high stability, temperature and humidity of the facility is strictly controlled by computerized automated system.

Exploring the best and sustainable fibers is also our mission. Other than organic cotton, we include more recycled fibers such as recycled cellulose, recycled polyurethane in our collection.

We collect and recycle the cotton waste (raw cotton with immovable impurities) from the spinning process. We reduce the waste by making the most effective use of it.
WEAVING


7Both vintage shuttle looms from the 70's to 80's and modern shuttleless looms are used for weaving, offering different types of denim for the market. In the past, the residual clothes generated when switching production lots were treated as waste, but now 80% of the residual clothes is being recycled.

In modern denim production, "Mimi", the fabric edge, is generated as production waste. "Mimi" will be reused as a raw material of stuffed toy and bathroom mat. *Mimi means ear in Japanese
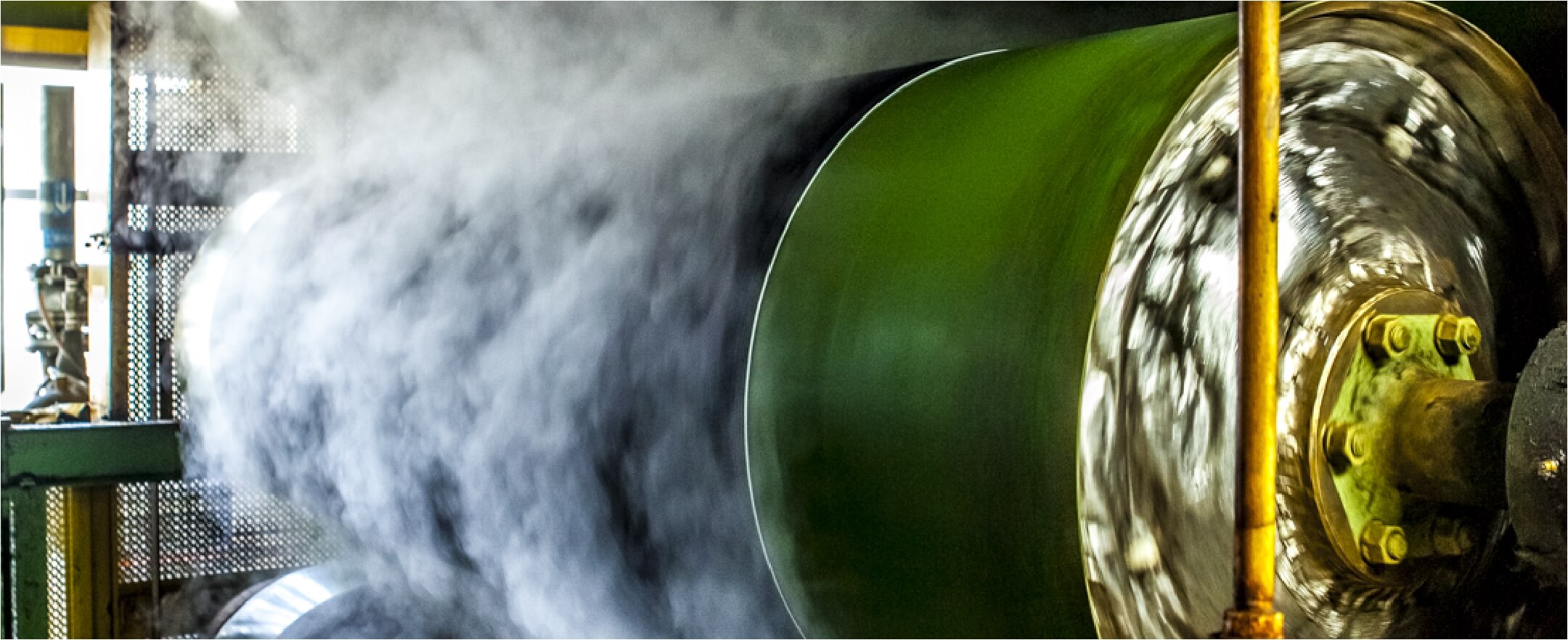
DYEING

KAIHARA invented the first rope dyeing machine in Japan. The machine has been operated for many years. Water consumed for dyeing is taken from a nearby clear stream, and the drainage is thoroughly purified and returned to the river. In recent years, we are developing new technology and aim to reduce water consumption by 50% in the future.
We have launched two eco-dyeing technologies: ‘D-SPEC ECO" can achieve dark indigo color but reduce and recycle water use at the same time. The dye can be washed away easily which also helps reduce time, water & chemical usage in jeans production. "E-BLUE" can reduce chemical and energy usage in refining stage. In addition, the latest "i-Next" technology enables the provision of a variety of colors while reducing water consumption.

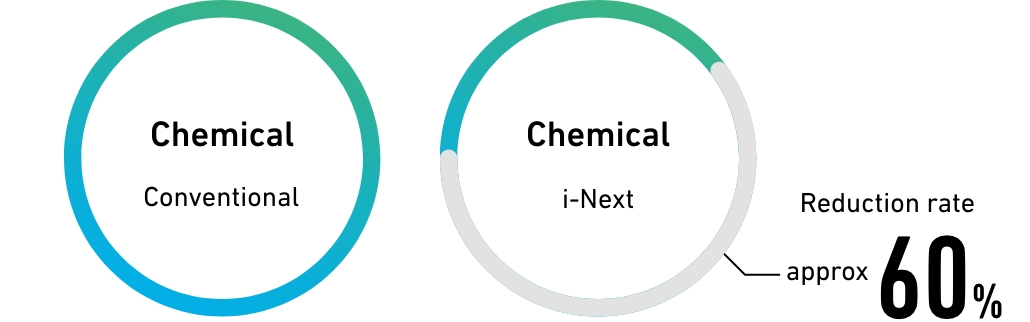
We have greatly advanced the foundation of our dyeing machine to achieve the environmental performance demanded by the current times. Challenge to achieve zero dyestuff waste by optimizing facilities, and formulations, and processes. Reduction of chemicals by approximately 60% compared to our previous process.
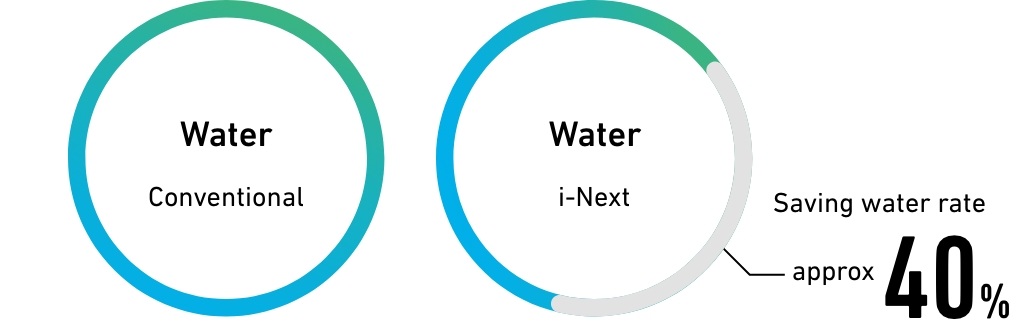
Installing the cleaning water reuse system adopted in the latest D-SPEC (ECO). Analyzing and optimizing the cleaning conditions (squeeze, temperature, time, etc.) result in approx. 40% of water is saved compared to our previous process.
FINISHING

In the finishing process, various finishes such as ‘singeing’ to remove fluff on the surface, ’pre-skew’ to prevent twisting, and ‘sanforize’ to prevent shrinkage are provided.By reusing the water used for washing and minimizing the amount of chemicals used, we are fully conscious of choosing environmentally friendly procedure.
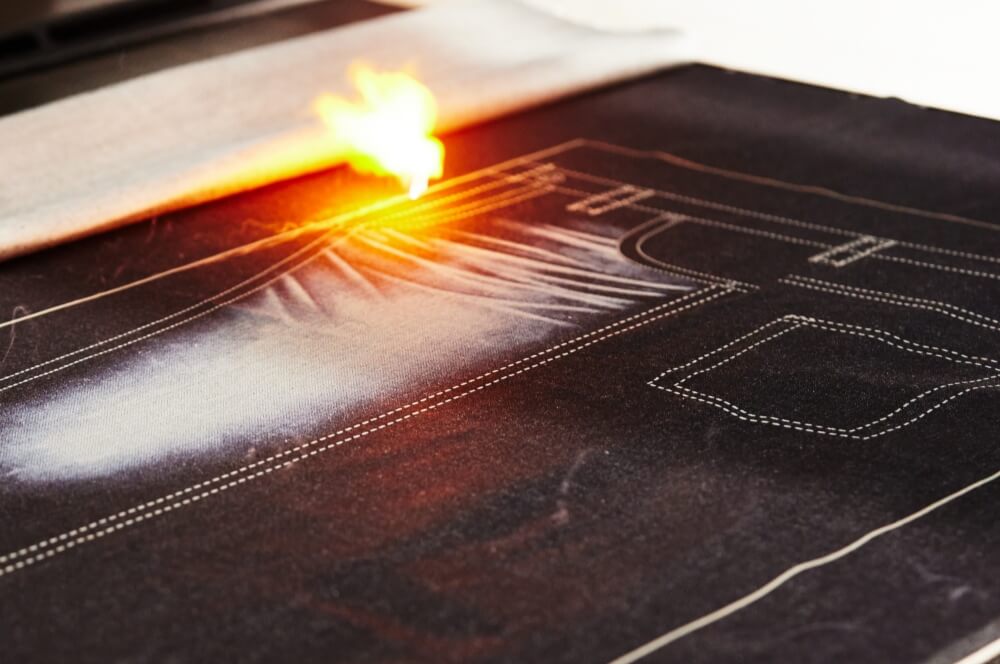
Garment Finishing The pre-distressing and pre-laundering of the jeans is traditionally achieved through physical and chemical abrasion of the dyed denim, which leads to different environmental issues. Laser technology can reduce 90% of water usage, it also minimize waste and toxicity generated. Therefore, we will develop more denims for laser processing.